Перспективні технології утилізації теплоти та зменшення викидів виводять зерносушильне обладнання на новий технічний рівень роботи.
У більшості сучасних технологій при сушінні зерна витрачається в 2…3 рази енергії більше, ніж її фізично потрібно. При цьому конвективні зерносушарки працюють за схемою «паливо — сушильний агент — зерно». У шахтних зерносушарках, енергетичний ККД яких становить 40%, витрачається менша кількість енергії, але безпосередній контакт продуктів згоряння із зерном погіршує його якість у зв’язку з можливим проникненням у продукт канцерогенних компонентів. Тому для комплексного вирішення завдань оптимізації витрат енергетики і екології при зерносушінні в Одеській національній академії харчових технологій (ОНАХТ) проводяться дослідження з удосконалення машин і обладнання у наступних напрямках:
– утилізація теплоти викидів для нагрівання повітря перед теплогенератором;
– перехід частини теплоносія на режим рециркуляції.
Теплова утилізація
Одними з перспективних рішень є використання теплових утилізаторів на теплових трубах. Проблема застосування теплових утилізаторів у зерносушінні полягає в тому, що існуючі системи та апарати для теплопередачі неприйнятні. Однак досвід країн, які на сучасному рівні працюють над вирішенням питань енергетичного менеджменту, свідчить, що в цьому сенсі краще використовувати апарати на термосифонах (ТС). З іншого боку, унікальні можливості теплових труб (ТТ) відкривають принципово нові напрямки в зерносушильних технологіях. З їх допомогою можна створювати оригінальні конструкції та системи, які в комплексі вирішують складні завдання енергетики й екології зерносушильної техніки і дозволяють гарантувати безпеку харчових продуктів.
Теплові труби і термосифони являють собою герметично закриті порожнини, частково заповнені теплоносієм. При підведенні теплоти до випарника теплоносій починає кипіти. Далі пара, що утворюється, направляється в конденсатор, де конденсується на стінках, віддаючи теплоту фазового переходу охолодженому середовищу. Пара переміщається за рахунок різниці тиску у випарнику і конденсаторі в результаті зменшення об’єму під час конденсації. Конденсат під дією капілярних (у ТТ) або гравітаційних (у ТС) сил рухається у випарник. У такий спосіб у ТТ і ТС реалізується замкнутий випарно-конденсаційний цикл, що передає більші теплові потоки при малому перепаді температур на значні відстані.
У США, де винайшли ці рішення, активно продовжують їх розвивати і вдосконалювати. Серійне виробництво подібних систем освоєне відомими фірмами Іsothermіcs Іnc., Energy Conversіon Systems, Hyghes Aіrcraft Company, Heat Pіpe Corp. of Amerіca. Тому справедливим буде твердження, що термосифонним теплоутилізаторам зараз у світі немає альтернативи, і завдяки їхнім конструктивним перевагам досягається значний економічний ефект. Так, у середньому коефіцієнт теплопередачі в них у 4…6 разів вищий, ніж у традиційних апаратів.
Тому нами був розроблений і впроваджений на базі зерносушарки ДСП-32 теплоутилізатор на термосифонах. Випробовування апарата в умовах виробництва підтвердили високу інтенсивність процесів теплоперенесення. Ефект в апараті досягається за рахунок протитокового руху середовищ при поперечному обтіканні пучка обребрених труб і максимально низького термічного опору ТС. Строк окупності конструкції (за умови роботи 3 місяці на рік) — у межах 2—3 сезонів.
Крім того, нами проведено розрахунки технічних характеристик утилізаторів на термосифонах для застосування на інших типах зерносушильної техніки (табл. 1). Наприклад, рециркуляційна зерносушарка «Цілинна-30» продуктивністю 30 т/год. витрачає 252 кг дизпалива на годину. Економія палива за використання цієї технології протягом року становить 2820 ГДж (11%, або 22 кг/год.). Строк окупності інвестицій становитиме менше 1 року.
На барабанних сушарках типу СЗСБ-8 отримано такі дані. За рік роботи вдосконаленої техніки заощаджується 773 ГДж. Отримана додаткова електрична потужність у межах 70 Вт, що становить 605 кВт/год. Число ТС дорівнювало 200 штук. Витрата палива (95 кг/год.) скорочується на 8%, тобто на 1 кг/год. Строк окупності інвестицій — протягом 1 року.
Таблиця. Техніко-економічні характеристики застосування систем теплоутилізації на шахтних прямоточних зерносушильних установках
Тип
зерносушарки
Витрата газу, м3/с
Кількість ТС, шт.
Потужність, кВт
Економія палива, %
Строк окупності, років
ДСП-16
10,4
6,4
370
224
245
150
17
9,5
0,9
ДСП-32
22,2
11,7
780
400
420
230
14
8
0,7
СЗШ-18
7,5
3,9
260
136
160
75
10,3
5
1
ЛСО 11
25
880
500
13
0,75
М819
6,7
232
135
7,5
1
Блокові зерносушарки
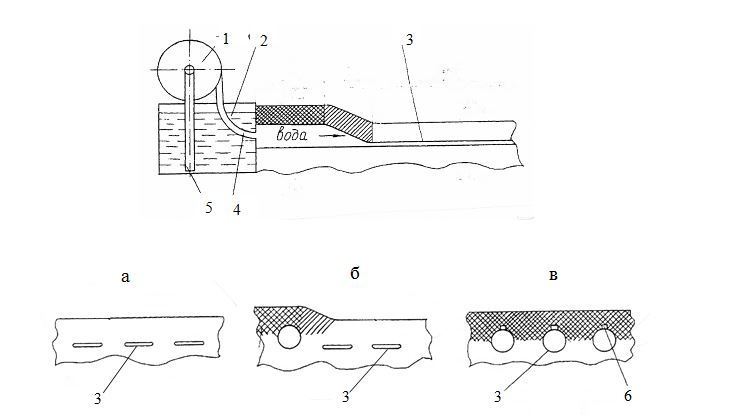
Зменшенню викидів шкідливих газів приділено увагу на блокових зерносушарках. Тут застосоване технічне рішення, яке дає змогу не викидати в навколишнє середовище ту частину теплоносія, що бере участь у нагріванні зерна, виконавши рециркуляцію цієї частини по контуру: «тепловий генератор — камера нагрівання шарового підігрівника зерна — калорифер — тепловий генератор» (рис. 1б). З отриманого теплового балансу слідує, що частка потоку, що рециркулює, становить 42%. Отже, на 10% зменшуються втрати теплоти з викидами теплоносія.
Такий підхід реалізований у схемі блокової зерносушарки (рис. 1б), розробленої в ОНАПТ. Для організації теплопередачі в обладнанні використані двофазні термосифони (рис. 2). Нині освоєне серійне виробництво подібних термосифонів, завдяки яким у блоковій зерносушарці енергетичний ККД зростає з 40% до 50%. Відповідно до схеми потоків теплоносія у блоковій зерносушарці, для частини теплоносія, що нагріває зерно, здійснено рециркуляцію по контуру «тепловий генератор — камера нагрівання сушильного обладнання — тепловий генератор» (рис. 2б). Завдяки цьому на 10% зменшуються втрати теплоти з викидами теплоносія.
Коментар
Ігор Гапонюк, Національний університет харчових технологій
Зерносушіння в малорухомому шарі з використанням теплових труб і термосифонів є новим і одним із перспективних напрямків удосконалення технології і техніки зерносушіння. До переваг цієї розробки віднесемо значно вищий ККД такого бладнання, високий рівень екологічного захисту довкілля, більша керованість параметрами технології і швидкість теплообміну. Попри це, поки що у вітчизняній практиці зерносушіння ці рішення вкрай обмежено використовуються. Стримуючими причинами є порівняно більша складність конструкції та вищі вимоги до професійної підготовки обслуговуючого персоналу. За великим рахунком, парова тяга також не зразу прийшла на заміну кінній. Тому не дивлячись на окремі серійні зразки, поки що це технології завтрашнього дня, для впровадження яких ще не відпрацьовані відповідні технологічні умови та можливості. Рівень підготовки інженерно-технічного персоналу більшості зернозаготівельних підприємств також далекий від можливостей впровадження подібних рішень. Однак зважаючи на стрімкий розвиток вітчизняного агрокомплексу, його постійну потребу в ефективних новинках, у майбутньому вони займуть гідне місце на ринку відповідного обладнання.
Екологічні фактори роботи зерносушильного обладнання також стають все актуальнішими для вітчизняних агропідприємств, а коли вводитимуться у дію європейські стандарти, то без цього не обійдеться жодне з господарств або елеватор.
Олег Бурдо, доктор техн. наук, професор
Одеська національна академія харчових технологій
журнал “The Ukrainian Farmer”, лютий 2011 року
Усі авторські права на інформацію розміщену у журналі “The Ukrainian Farmer” та інтернет сторінці журналу за адресою https://agrotimes.ua/journals належать виключно видавничому дому «АГП Медіа» та авторам публікацій, згідно Закону України “Про авторське право та суміжні права”. Використання інформації дозволяється тільки після отримання письмової згоди від видавничого дому «АГП Медіа».